
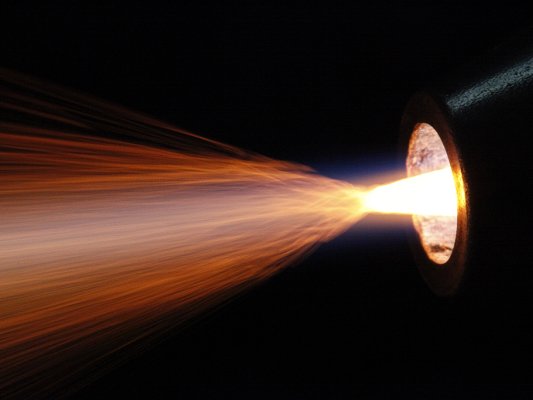
Molybdenum coating is a variant of flame spraying according to DIN EN 657/DIN EN ISO 14919 for all elements suitable for coating during molybdenum coating a 1/8" molybdenum wire is melted by a flame in wire flame spraying or HVOF flame spraying and finely pulverised on the work piece with pressed air.
The particles in molybdenum coating build a fine to stronger micro porous coating on the work piece that has been pre-treated by sand blasting SA3 according to DIN 55928 part 4. The surface becomes very absorbent through molybdenum coating and can be additionally sealed for underlying corrosion reasons. In the hydraulics, engineering and car industries a porous, oil absorbing coating which also has emergency running properties, but usually desired.
Recommended coating strengths are 50 µm to 500 µm for molybdenum coatings. These can be made stronger at the request of the client. The agents for molybdenum coating are specified according to DIN EN ISO 14919 Tab. 9.
Molybdenum has a very good adherence strength due to its extreme metallurgic properties. The molybdenum wire has a melting point at ca. 2.600°C and creates oxide at ca. 700°C. Therefore molybdenum should only be used up to an operational temperature of 300°C.
Molybdenum coatings have a hardness of 60-66HRc depending on the coating method used and are perfect for the manufacture of wear-resistant coatings. Molybdenum is also ideally suited for bearing seats for waste salvation in maintenance. Molybdenum has better sealing properties than a hardened agent.
Molybdenum cannot be used on copper, >20% Cu alloys, chromed or nitrated parts. However, Molybdenum can and is used on hardened base agents to obtain improved sealing properties.
Molybdenum coating generates smoke and dust and therefore the work should be carried out by qualified staff to guarantee environmental and employment protection in compliance with DVS2314.
A molybdenum coating by wire flame spraying can be a high quality base coat. Subsequently Cr steel, bronze or ceramic can be applied.
The advantage of molybdenum coating (ca. 60 -100°C) also in comparison with welding is that the thermal exposure of the work piece can be disregarded and deformations can be excluded in large surfaces too. The disadvantage is that hollow spaces or difficult accessible places (recipients, undercuts, inner pipes etc.) cannot be treated with molybdenum coating.
Chipping work should be carried out by wet grinding/polishing.