Increased productivity and performance of technical equipment and machines increase the requirements of segments or components. Therefore the highly burdened surfaces at risk are protected or changed in such a way by thermal spraying/flame spraying that they withstand high strain.
This must be considered in the supply and choice of the coating substances to limit consequential costs through possible machine breakdown.
The general shortage of raw materials also entails that machine parts must be manufactured from such materials that are sufficiently available but are not adiquate to meet the requirements in practice. These machine parts are given an appropriate surface coating that protects the used basic substance in such a way that the desired requirements can be met.
Thermal spraying / flame spraying have become increasingly more important in the past few years - both for new manufacture and repairs. With flame spraying the surface coating technology has a method that unites many possible characteristics. The reasons therefore are the special characteristics of this technology:
Multitude of combination opportunities of basic substances with coating substances
Base material shortage and associated increased prices force the industry to use valuable substances only for application to valuable surfaces which have the necessary characteristics versus the simple base materials.
The flexibility of thermal spraying enables multiple opportunities for the repair of valuable worn parts. The low repair costs and the relatively short stoppage times are great advantages on other overhauling methods. Various spraying methods are summarised in the term "Thermal spraying" . They are correspondingly divided according to DIN 32530 depending on the spray filler substances, manufacture or energy carrier.
Limits of thermal spraying method
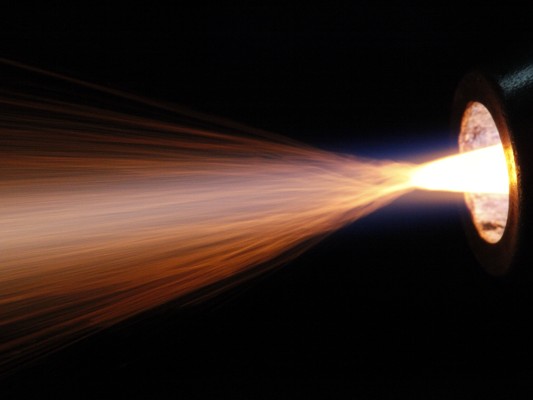
The individual thermal spraying methods do not compet with each other, but they complement each other with their specific method features. All thermal spraying methods need two types of energy to complete thermal spraying: thermal and kinetic energy.
Up to now the energy carriers are combustion gas-oxygen flame, electric arc, plasma beam and recently laser beams. Thermal energy is used to fuse or melt the spray filler substance.
Kinetic energy, coupled with the particle speed influences the density of the coating, the adherence of the spray coating in itself and the adherence of the coating to the base material. Kinetic energy is very different in the individual thermal spraying methods and also depends on the spraying material and the size of the particles.