
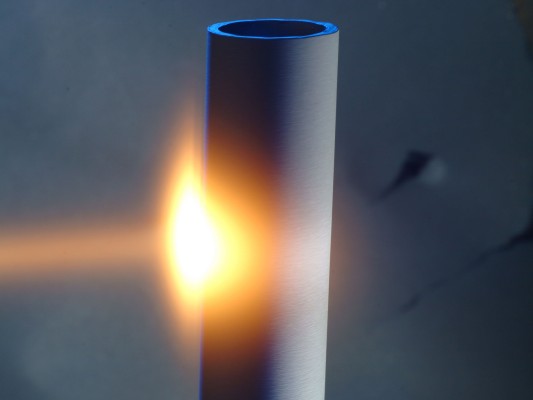
Aluminium flame spraying is a variant of flame spraying according to DIN EN 657 / DIN EN ISO 14919 for all elements which are not suitable for spray galvanising or hot-dip galvanising. Chromed or nitrated elements are unsuitable, amongst others. During aluminising a 1/8" aluminium wire is melted by a flame in wire flame spraying or arc spraying and finely pulverised on the work piece with pressed air.
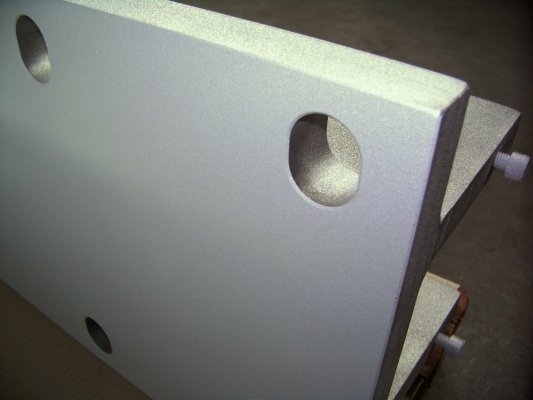
The particles in aluminium flame spraying build a micro porous coating on the work piece that has been pre-treated by sand blasting SA3 according to DIN 55928 part 4 which have equally good corrosion protection features as coating achieved by spray zinc plating and hot-dip galvanising. The surface becomes very absorbent through aluminising and can be additionally sealed as described below.
Recommended minimum strengths according to DIN EN 22063:1993 are 100 µm to 250 µm in aluminising. These can be made stronger at the request of the client. The raw materials for aluminium flame spraying are specified according to DIN EN ISO 14919 Tab.5.
Aluminium flame spraying generates smoke and dust and therefore the work should be carried out by qualified staff to guarantee environmental and employment protection in compliance with DVS2314.
The corrosion level in aluminised coating is GOOD in acid media of pH4 – pH9 and can be applied in dry atmospheres up to 600°C. For values of pH7-pH12 and temperatures up to 250°C spray galvanising should be avoided. In maritime and sea water environments the raw material AlMg5 can be added to aluminium spraying, which shows clearly lower corrosive erosion ratios than pure aluminium. In addition, that AlMg5 is also harder and easier to process and polish mechanically.
A coating by aluminium flame spraying is a high quality base coat. If a long corrosion protection with constant water penetration or atmospherical exposure is required through aluminium spraying the surface - also called duplex systems - can also be coated with PVC, Acrylate, Epoxy and Polyurethane resin. The additional coat should be applied immediately after the cooling of the element, to avoid an oxidic and salty residue on the aluminium surface.
The advantage of aluminium flame spraying (ca. 60°C) also in comparison with hot-dip galvanising (at ca.450°C) is that the thermal exposure of the work piece can be disregarded and deformations can be excluded in large surfaces too. The disadvantage is that hollow spaces or difficult accessible places (recipients, undercuts, inner pipes etc.) cannot be treated with aluminising.